
งานเชื่อมโลหะที่นิยมในอุตสาหกรรมมีอะไรบ้าง
หลังจากที่ได้รู้จักความหมาย ความสำคัญ อุปกรณ์และหลักความปลอดภัยในงานเชื่อมโลหะกันมาแล้วจากบทความ “อุปกณ์และหลักความปลอดภัยในงานเชื่อมโลหะ” ในบทความนี้จะมากล่าวถึงประเภทของงานเชื่อมที่นิยมใช้หรือสามารถพบเห็นได้บ่อยครั้งในอุตสาหกรรมว่าจะมีอะไรบ้าง แต่ละประเภทมีลักษณะการใช้งานอย่างไร และมีข้อดีข้อเสียแตกต่างกันอย่างไร

งานเชื่อมโลหะที่นิยมในอุตสาหกรรมมีอะไรบ้าง
งานเชื่อมโลหะในอุตสาหกรรมมีหลายประเภทมากๆ แต่ที่พบเห็นได้บ่อยหรือนิยมใช้อย่างแพร่หลายในอุตสาหกรรมทั่วไปมีดังนี้
การเชื่อมอาร์คด้วยลวดเชื่อมหุ้มฟลักซ์ (Shielded Metal Arc Welding : SMAW)
การเชื่อมอาร์คด้วยลวดเชื่อมหุ้มฟลักซ์ หรือที่เรียกกันง่ายๆว่า การเชื่อมไฟฟ้า (Electric Welding หรือ Stick Welding) มีทั้งระบบที่เป็นกระแสสลับ (AC) และกระแสตรง (DC) หลักการคือการใช้ลวดเชื่อมที่มีฟลักซ์ (Flux) หุ้มอยู่หรือภาษาช่างอาจเรียกว่าธูปเชื่อมไปสัมผัสกับชิ้นงานจนเกิดการอาร์ค เกิดเป็นความร้อนสูงบริเวณอาร์ค ผิวชิ้นงานจึงหลอมละลายเป็นแอ่งและลวดเชื่อมก็ละลายเติมลงในแอ่งนั้น ขณะเดียวกันฟลักซ์ที่ละลายไปด้วยก็จะกลายเป็นชั้นหุ้มแนวเชื่อมไว้เพื่อป้องกันการเกิดปฏิกิริยากับอากาศ เรียกว่า สแลก (Slag) โดยการเชื่อมไฟฟ้าเป็นที่นิยมมากที่สุดทั้งในอุตสาหกรรมและงานช่างทั่วๆไป มีลวดเชื่อมให้เลือกใช้ทั้งการเชื่อมเหล็กเกรดต่างๆและการเชื่อมสเตนเลส
ข้อดี : ราคาอุปกรณ์และลวดเชื่อมค่อนข้างถูก ใช้งานง่ายพกพาสะดวกเพราะไม่ต้องใช้ถังแก๊สในการเชื่อม การเชื่อมมีความรวดเร็วและรอยเชื่อมมีความแข็งแรงสูง
ข้อเสีย : ขณะเชื่อมเกิดการอาร์คที่รุนแรงอาจมีสะเก็ดน้ำลวดเชื่อมกระจายไปติดกับบริเวณรอบๆรอยเชื่อม เสียเวลากับการเคาะและขัดสแลก รอยเชื่อมอาจไม่สวยจึงต้องเสียเวลาเจียรแต่ง ขณะเชื่อมเกิดควันมาก


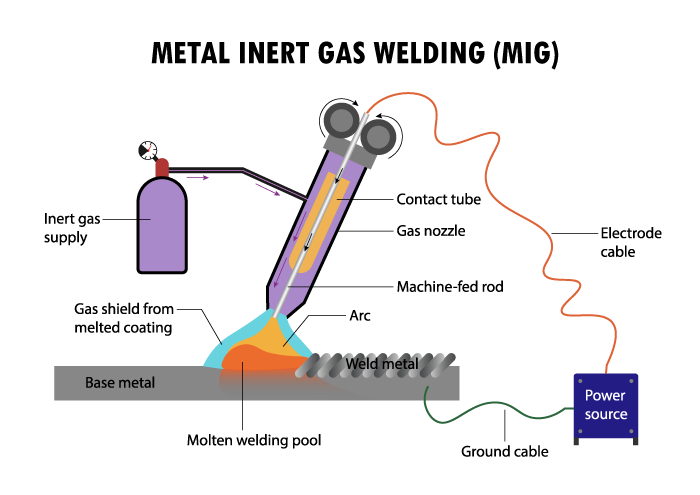
การเชื่อมอาร์คโลหะก๊าซคลุม (Gas Metal Arc Welding : GMAW)
การเชื่อมอาร์คโลหะก๊าซคลุม หรือรู้จักกันในชื่อ การเชื่อมมิก (Metal Inert Gas Welding : MIG) เป็นการเชื่อมโดยส่งกระแสไฟฟ้าไหลผ่านลวดเชื่อมที่มีลักษณะเป็นลวดเปลือยและถูกป้อนมาอย่างต่อเนื่องด้วยเครื่อง Wire Feeder เมื่อลวดสัมผัสกับชิ้นงานโลหะจะเกิดการอาร์ค ทำให้ลวดเชื่อมหลอมละลายเติมลงในแอ่งแนวเชื่อม โดยในขณะที่เกิดการอาร์คหัวเชื่อมจะปล่อยก๊าซคลุม (Shielding Gas) เพื่อไปคลุมไม่ให้อากาศภายนอกมาปะปนในบริเวณอาร์ค ส่วนใหญ่นิยมใช้เป็นก๊าซคาร์บอนไดออกไซด์ (CO2) การเชื่อม MIG สามารถเชื่อมได้ทั้งเหล็กและสเตนเลส ในบางอุตสาหกรรมอาจใช้หุ่นยนต์หรือแขนกลในการเชื่อม MIG เพื่อเพิ่มคุณภาพและความรวดเร็วในการเชื่อม
ข้อดี : สามารถเชื่อมได้อย่างรวดเร็ว รอยเชื่อมมีความสวยงามและแข็งแรง รวมถึงประหยัดเวลาในการทำงานเนื่องจากไม่ต้องเคาะสแลก
ข้อเสีย : อุปกรณ์มีราคาแพงและซับซ้อนกว่าการเชื่อมธูป ไม่สะดวกในการพกพา ถ้าเชื่อมไม่ดีอาจทำให้ลวดเชื่อมละลายติดกับอุปกรณ์ทองแดงบริเวณปลายหัวเชื่อมทำให้เสียเวลาในการแก้ไขหรือเปลี่ยนใหม่

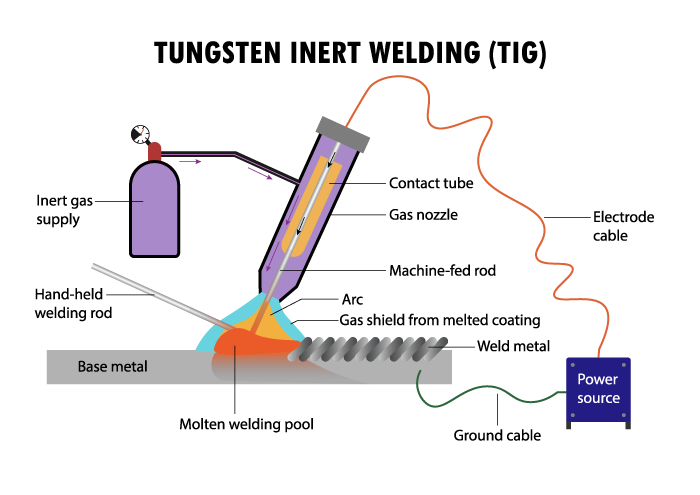
การเชื่อมอาร์คทังสเตนก๊าซคลุม (Gas Tungsten Arc Welding : GTAW)
การเชื่อมอาร์คทังสเตนก๊าซคลุม หรือ การเชื่อมทิก (Tungsten Inert Welding : TIG) เป็นการเชื่อมที่การอาร์คเกิดจากการใช้กระแสไฟฟ้าและใช้ก๊าซคลุมบริเวณอาร์คคล้ายกับการเชื่อม มิก(MIG) แต่จะต่างกันตรงที่การอาร์คจะเกิดขึ้นระหว่างแท่งอเล็คโทรดทังสเตน ( Tungsten Electrode ) กับชิ้นงานโลหะ โดยทั่วไปจะใช้มือป้อนลวดไปยังแนวเชื่อมหรือสำหรับเครื่องเชื่อมบางรุ่นจะมีระบบป้อนลวดแบบอัตโนมัติ แต่ในบางงานที่ไม่ต้องการความแข็งแรงมากนักก็อาจไม่จำเป็นต้องป้อนลวดก็ได้เช่นกัน นอกจากนี้ก๊าซที่ใช้คลุม (Shielding Gas) นิยมใช้เป็นก๊าซอาร์กอน(Ar) จึงเรียกการเชื่อม TIG อีกชื่อว่า การเชื่อมอาร์กอน ในอุตสาหกรรมการเชื่อม TIG มีทั้งระบบ AC และ DC ใช้เชื่อม เหล็ก สเตนเลส อลูมิเนียม ไทเทเนียม ทองแดง ทองเหลือง เป็นต้น อีกทั้งสามารถใช้หุ่นยนต์ในการเชื่อม TIG ได้ด้วย
ข้อดี : สามารถเชื่อมวัสดุได้หลากหลาย รอยเชื่อมเนียนสวยงาม สามารถเชื่อมงานที่มัลักษณะบางๆได้ ถ้าใช้ถังก๊าซขนาดเล็กก็สามารถพกพาได้สะดวก หัวเชื่อมTIG มีหลายรูปทรงให้เลือกใช้ตามความเหมาะสมของบริเวณเชื่อม
ข้อเสีย : ความแข็งแรงของแนวเชื่อมอาจไม่สูงมาก ขณะเชื่อมแท่งอเล็คโทรดทังสเตนจะค่อยๆลดลงจำเป็นต้องมีการถอดเปลี่ยนหรือเจียรลับปลายให้เป็นมุมแหลมอยู่เสมอเพื่อประสิทธิภาพที่ดีในการเชื่อม

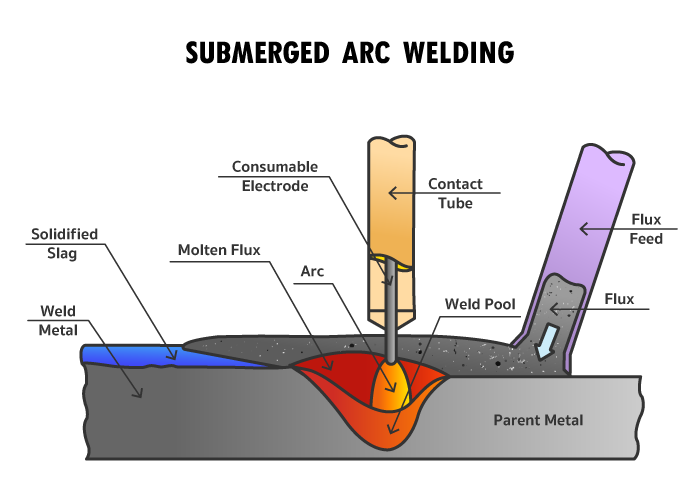
การเชื่อมอาร์คใต้ฟลักซ์ (Submerged Arc Welding : SAW)
การเชื่อมอาร์คใต้ฟลักซ์ คือกระบวนการเชื่อมไฟฟ้าซึ่งเกิดการอาร์คระหว่างลวดเปลือยและชิ้นงานเชื่อมโดยขณะอาร์คจะมีผงฟลักซ์ถูกโรยมาอย่างต่อเนื่องเพื่อใช้ปกคลุมแนวเชื่อมป้องกันอากาศจากภายนอก ผงฟลักซ์ที่โรยออกมาแล้วส่วนนึงจะหลอมละลายเป็นสแลก (Slag) อีกส่วนจะถูกดูดออกไปหรือบางชนิดสามารถนำกลับไปใช้ใหม่ได้ การเชื่อมอาร์คใต้ฟลักซ์ส่วนใหญ่ตัวเครื่องจะเป็นระบบที่ป้อนลวดและโรยผงฟลักซ์ได้โดยอัตโนมัติ ส่วนการเดินแนวเชื่อมก็จะมีทั้งแบบชุดหัวเชื่อมเคลื่อนที่ได้หรือชิ้นงานหมุนรอบชุดหัวเชื่อมที่ติดตั้งอยู่กับที่ นอกจากนี้การใช้งานยังมีความเข้มข้นของกระแสเชื่อมที่สูงมากจึงเหมาะกับอุตสาหกรรมที่ใช้เชื่อมเหล็กขนาดใหญ่หรือมีความหนามากๆและต้องการความแข็งแรงของแนวเชื่อมที่สูง เป็นต้น
ข้อดี : เกิดการหลอมได้ลึกแนวเชื่อมจึงแข็งแรงมาก ไม่มีแสงจากการอาร์ครบกวน ไม่มีควัน ไม่มีเม็ดโลหะกระเด็น แนวเชื่อมมีความสมบูรณ์สวยงาม
ข้อเสีย : อุปกรณ์มีความซับซ้อนและราคาค่อนข้างสูง เชื่อมได้แค่แนวราบเท่านั้น ต้องเสียเวลาในการเอาสแลกและผงฟลักซ์ออก

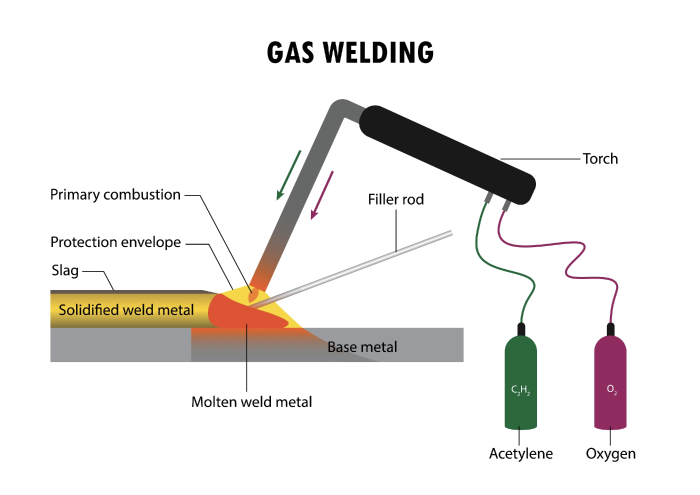
การเชื่อมด้วยก๊าซออกซิ-อะเซติลีน (The Oxy-acetylene Welding : OAW)
การเชื่อมด้วยก๊าซออกซิ-อะเซติลีน เป็นกระบวนการเชื่อมโดยใช้เปลวไฟที่มีคาวมร้อนสูงซึ่งเกิดจากการเผาไหม้ของก๊าซออกซิเจนกับก๊าซอะเซติลีน โดยความร้อนที่เกิดขึ้นอาจมีอุณหภูมิสูงถึง 3400 องศาเซลเซียส ซึ่งถือว่าสูงที่สุดในบรรดาก๊าซผสมด้วยกัน หลักการของการเชื่อมก๊าซคือจะให้ความร้อนกับชิ้นงานเพื่อให้ชิ้นงานเกิดการหลอมละลาย ติดกัน อาจจะมีการป้อนลวดหรือไม่ก็ได้ขึ้นอยู่กับลักษณะชิ้นงาน เปลวไฟที่ใช้ในการเชื่อมจะแบ่งเป็น 3 ระดับตามอัตราส่วนผสมของก๊าซดังนี้
- เปลวคาร์บูไรซิ่ง(Carburizing Flame) ส่วนผสมของก๊าซอะเซติลีนมากกว่าก๊าซออกซิเจน เปลวมีอุณหภูมิประมาณ 3000 องศาเซลเซียส ใช้ในงานเชื่อมอะลูมิเนียม นิกเกิล
- เปลวนิวทรัล(์Neutral Flame) ส่วนผสมของก๊าซอะเซติลีนเท่ากับก๊าซออกซิเจน เปลวมีอุณหภูมิประมาณ 3200 องศาเซลเซียส ใช้ในงานเชื่อมเหล็กเหนียว เหล็กหล่อ ทองแดง
- เปลวออกซิไดซิ่ง(Oxidizing Flame) ส่วนผสมของก๊าซอะเซติลีนน้อยกว่าก๊าซออกซิเจน เปลวมีอุณหภูมิประมาณ 3400 องศาเซลเซียส ไม่เหมาะกับงานเชื่อม เหมาะสำหรับใช้ในงานตัดโลหะ
.ข้อดี : อุปกรณ์ไม่ยุ่งยากซับซ้อน ใช้ต้นทุนต่ำ สามารถเชื่อมวัสดุได้หลายชนิด
ข้อเสีย : ไม่สะดวกในการพกพา การปรับเปลวไฟที่ใช้เชื่อมไม่เหมาะสมกับวัสดุของชิ้นงานอาจทำให้การเชื่อมไม่มีประสิทธิภาพ

จบไปแล้วน่ะครับสำหรับความรู้เกี่ยวกับประเภทของงานเชื่อมโลหะที่นิยมในอุตสาหกรรม ซึ่งทำให้ได้รู้ว่างานเชื่อมแต่ล่ะแบบนั้นมีหลักการทำงานและข้อดีข้อเสียแตกต่างกันอย่างไร ซึ่งหวังว่าจะเป็นประโยชน์สำหรับเพื่อนๆไม่มากก็น้อย




